
Material Handling Equipments
Choosing appropriate Material Handling (MH) equipment is fundamental to designing an effective MH system. The equipment provides the physical means for moving, storing, and controlling materials. The selection depends on numerous factors, including material properties, flow requirements, layout, and cost.
Factors Influencing MH Efficiency:
Before diving into equipment types, it's useful to remember that overall MH efficiency hinges on:
- Method Efficiency: How well the chosen handling technique performs (e.g., efficiency per unit weight moved per unit distance).
- Layout Efficiency: How well the facility layout minimizes travel distances.
- Facility Utilization: How effectively MH equipment and personnel are used (avoiding idle time).
- Handling Speed: The rate at which materials are moved, balanced against safety and cost. (The 'Movement/Operations Ratio' mentioned in the original text – total moves divided by productive operations – is an indicator used in evaluation (Sec 4.5) to assess if excessive handling motions exist, potentially due to poor routing or layout).
Tailoring the System: An effective MH system requires tailoring the layout and equipment to specific operational requirements. The choice often involves a trade-off between efficiency for specific routes and overall system flexibility.
- Fixed Path Preference: For moving large volumes consistently between a limited number of fixed points (sources and destinations), fixed path equipment (like conveyors) is generally preferred due to potential efficiency and automation benefits.
- . Variable Path Preference: For situations requiring movement between many different points, handling varied materials, or where routes change frequently (increased flexibility), variable path equipment (like trucks) is usually more suitable.
Broad Classification of MH Equipment:
Material handling equipment is broadly categorized based on its path flexibility:
(a) Fixed Path Equipment:
- Description: These devices transport materials along a single, predetermined path. They offer high throughput for specific routes but lack flexibility to deviate.
-
Examples:
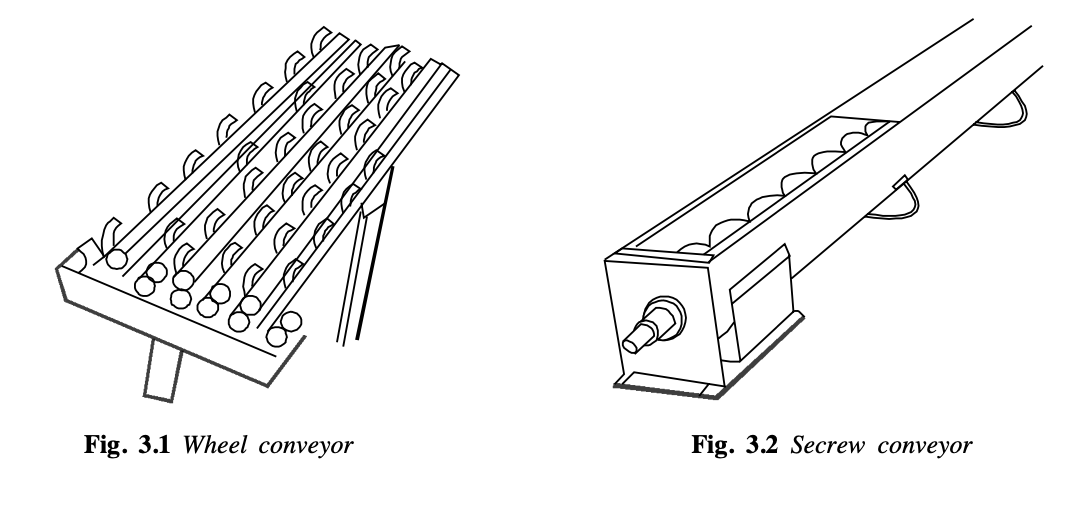
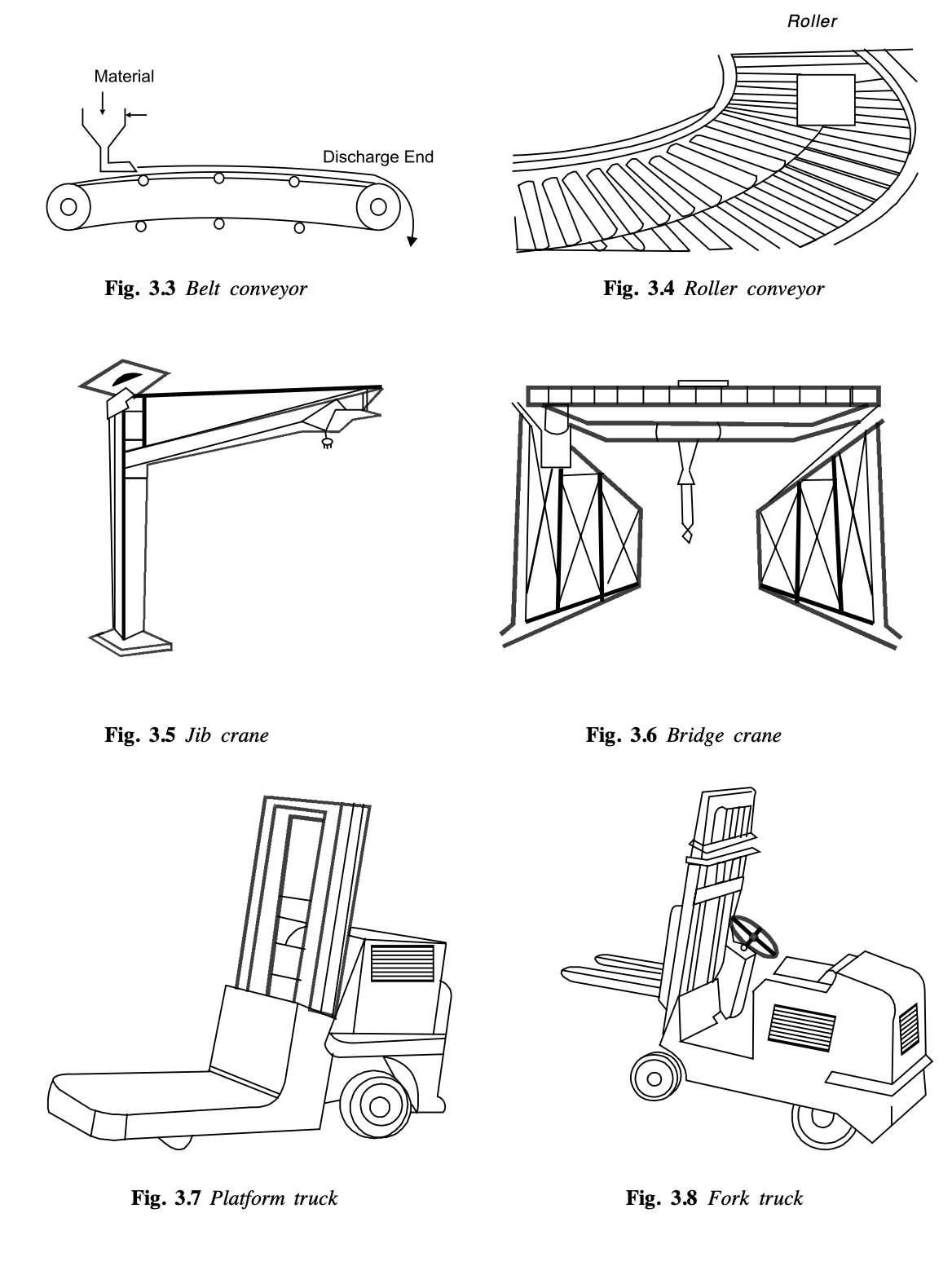
- Conveyors: (Belt, roller, wheel, chain, screw, pneumatic, etc.) - Ideal for continuous or high-volume intermittent flow between fixed points. Common in assembly lines, bottling plants, bulk material transport (cement, grain).
- Monorails: Overhead tracks carrying individual loads via trolleys. Used in painting and assembly operations.
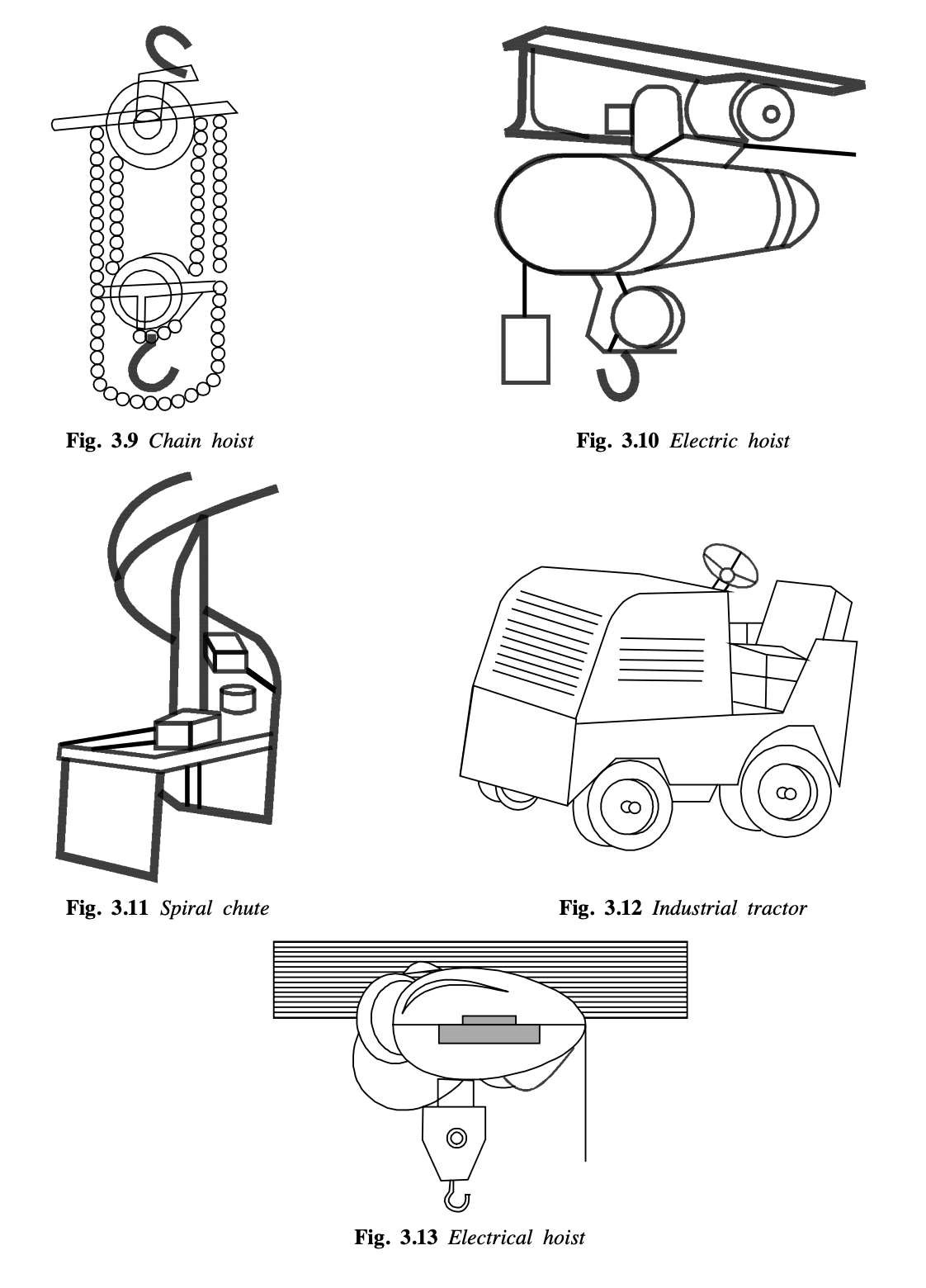
- Chutes: Utilize gravity for downward movement between levels.
- Pulley Drive Equipment: Refers generally to systems driven by pulleys, often associated with conveyors or lifting mechanisms.
- Overhead Cranes (Bridge, Gantry): While restricted to a defined rectangular or semi-circular area (length, width, height), they offer flexible movement within that area. Excellent for heavy, bulky loads like raw materials or large components, stacking, and sometimes palletizing. Crucial in steel mills, heavy fabrication shops.
(b) Variable Path Equipment:
- Description: These devices have no restrictions on their direction of movement within the available space (aisles, floors). They offer high flexibility for varied routes and tasks but may have lower throughput than dedicated fixed-path systems for specific point-to-point moves. Their size and maneuverability are key considerations.
-
Examples:
- Industrial Trucks: Forklifts (counterbalanced, reach, turret), Pallet Trucks (manual, powered), Platform Trucks, Tow Tractors. The backbone of warehousing and flexible material transport, especially for unit loads. Available in many sizes, capacities (ranges), and power sources (electric, petrol/diesel/LPG). Highly maneuverable with numerous available attachments (clamps, rotators, booms) increasing their versatility to handle various load shapes and types.
- Mobile Cranes: Cranes mounted on trucks or crawlers for lifting heavy loads at various locations.
- Industrial Tractors: Used for towing trailers carrying materials over longer distances within a facility or yard.
Major Categories of MH Equipment (Functional Classification):
While the fixed/variable path distinction is useful, equipment can also be categorized by its primary function:
-
Conveyors:
- Function: Transport materials between fixed workstations, continuously or intermittently.
- Suitability: Best for steady, high-volume flows in mass production or continuous operations.
- Types: Rollers, wheels, belts, etc.; can be powered or free-rolling (gravity).
- Considerations: Usually costly to install, less flexible than trucks, require coordination if multiple conveyors converge.
-
Industrial Trucks:
- Function: Flexible transport between various points; not fixed in place.
- Suitability: Ideal for intermittent production, handling diverse material sizes/shapes, warehousing.
- Types: Petrol, electric, hand-powered. Wide range of capacities and attachments enhances versatility.
-
Cranes and Hoists:
- Function: Lifting and moving heavy materials, often utilizing overhead space.
- Suitability: Handling heavy loads in production or storage areas; can be used for intermittent or continuous needs, but typically serve a limited area.
- Types: Various crane types (bridge, gantry, jib) and hoists (chain, electric) with different load capacities.
-
Containers:
- Function: Holding materials during transport or storage, facilitating unit load handling.
-
Types:
- 'Dead' Containers: Hold material but don't move themselves (e.g., Cartons, Barrels, Skids, Pallets, Bins, Totes). Pallets and skids are fundamental for unit load systems used with forklifts.
- 'Live' Containers: Both contain and move material (e.g., Wagons, Wheelbarrows, some automated/self-driven containers related to AGVs). Usually manually operated or automated.
-
Robots:
- Function: Automated devices for handling, transport, or processing tasks (like welding, painting). Vary significantly in size, capability, and maneuverability.
- Suitability: Repetitive tasks, handling heavy materials, operating in hazardous or uncomfortable environments.
- Advantage: Consistency, precision, ability to work continuously in difficult conditions.
Selection Complexity: Choosing the optimal equipment is challenging due to the wide variety available and the fact that multiple equipment types might be capable of handling the same material. A careful analysis of material characteristics, movement requirements, layout, cost, flexibility, and safety (as outlined in Sec 4.4) is crucial for making the right decision.
(Figures 3.1 to 3.11 mentioned in the original text would visually illustrate examples like Wheel Conveyor, Screw Conveyor, Belt Conveyor, Roller Conveyor, Jib Crane, Bridge Crane, Platform Truck, Fork Truck, Chain Hoist, Electric Hoist, Spiral Chute, Industrial Tractor, Electrical Hoist).
- Indian Example: ITC Limited, with its diverse businesses (FMCG, Agri, Paperboards), uses a wide spectrum of MH equipment. Bulk grain handling at Agri Business division might use screw conveyors and bucket elevators (Fixed Path). Cigarette manufacturing involves high-speed automated conveyors and robotic arms (Fixed/Positioning). Distribution centers for FMCG products rely heavily on forklifts and pallet trucks (Variable Path) for handling pallets and cartons (Unit Load/Containers) stored in racking systems (Storage), tracked via barcode scanners and WMS (Identification/Control).
The selection process involves choosing the most appropriate equipment from these categories based on the specific needs analysis discussed previously.
No Comments